


CELLMOULD® - Technologiebeschreibung
Ein kurzer Überblick mit Anlagen- und Funktionsbeschreibung
CELLMOULD® ist ein engetragener Markenname der Firma WITTMANN BATTENFELD GmbH
CELLMOULD® ist ein von Fa. WITTMANN BATTENFELD GmbH entwickeltes und angebotenes physikalisches Schaumspritzguss-Verfahren für Thermoplaste und ist speziell auf die Verwendung mit Maschinen von WITTMANN BATTENFELD konzipiert. Vor diesem Hintergrund wird die Technik ausschließlich für Spritzgießanwendungen vertrieben.
Für andere Maschinenmarken oder Fertigungsverfahren (wie z.B. Extrusion oder Blasformen) gibt es weitere Technologien und Lösungen, die unter die Definition physikalischer Thermoplastschaumguss fallen und an anderen Stellen unserer Homepage erläutert werden.
Anmerkung: Gerne unterstützen wir bei der neutralen Bewertung und Gegenüberstellung der am Markt verfügbaren Technologien, bezogen auf Ihre Produkte und Zielsetzungen. [Kontakt]
Das Funktionsprinzip von CELLMOULD®
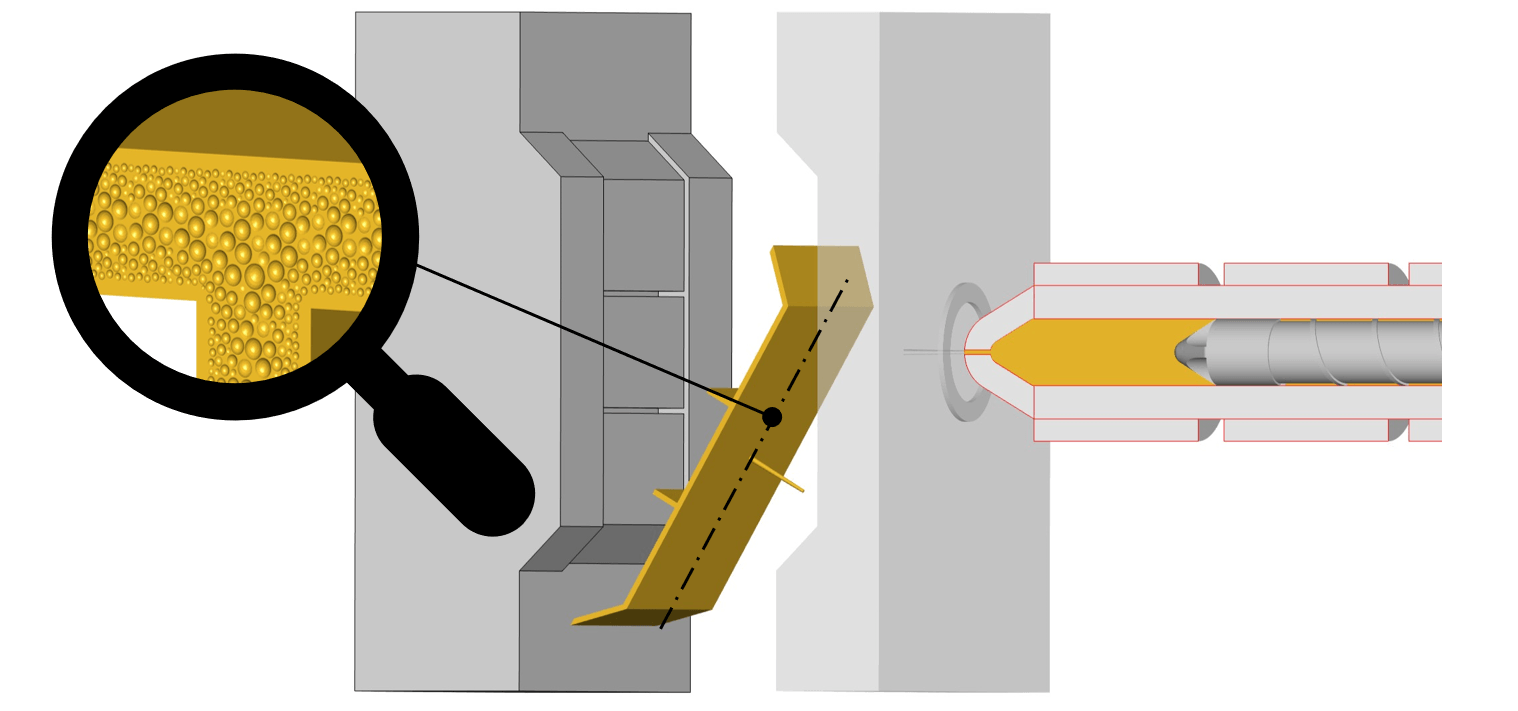
CELLMOULD® ist dem an anderer Stelle ausführlich beschriebenen MuCell®-Verfahren sehr ähnlich. Über einen Gasinjektor am Zylinder der Plastifiziereinheit (Spritzgießmaschine) wird der thermoplastischen Kunststoffschmelze Stickstoff zugegeben und die zwei Stoffe (Schmelze + Gas) werden unter Druck und Temperatur zu einer homogenen Ein-Phasen-Lösung vermischt. Beim Einspritzvorgang in das Werkzeug erfährt das Schmelze-/Gas-Gemisch einen Druckabfall, wodurch der Stickstoff die Ein-Phasen-Lösung wieder verlässt und ein Aufschäumen des Kunststoffs bewirkt.
Anders als bei chemischen Schäumprozessen wird bei Cellmould weder die Gasbildung noch das Aufschäumen über einen Zersetzungsprozess eines zusätzlich eingebrachten Treibmittels oder durch eine Reaktion zweier Komponenten miteinander ausgelöst. Gaseinmischung und Aufschäumen sind rein physikalische Prozesse und der Stickstoff geht keinerlei Reaktion mit dem Kunststoff ein.
Bei Detailfragen können Sie uns jederzeit gerne kontaktieren.
[Kontakt]
Anwendungen und Zielsetzung
Der Fokus liegt auf der Fertigung Technischer Teile mit unterschiedlichen Wanddicken. Nahezu alle Thermoplaste, die für das Spritzgießen geeignet sind, lassen sich auch mit Hilfe der Direktbegasung (über einen Injektor am Plastifizierzylinder) schäumen. Generelle Zielsetzungen für das Schäumen von Thermoplasten sind neben der Gewichtsreduzierung (Leichtbau) und dem hieraus resultierenden geringeren Materialeinsatz auch wirtschaftliche Aspekte (Herstellkostenreduzierung) sowie qualitative Themen (Einfallstellenreduzierung und Verzugsarmut).
Gerne unterstützen wir Sie bei der Bewertung Ihrer Projekte und erstellen auf Wunsch eine Machbarkeitsstudie. [Kontakt]
Ausrüstung und Prozessführung

Mit Hilfe einer externen Druckerzeugungseinheit und einem zusätzlichen Gasregelungsmoduls wird während der Dosierung ein Stickstoff-Volumenstrom [Nl/min] über einen Injektor am Plastifizierzylinder der Schmelze zugeführt. Ein softwareseitig gesteuerter Gaseinpressfaktor definiert hierbei die injizierte Gasmenge. Eine manuelle Rückrechnung des Gasgehalts in Gewichts-% für eine gewählte Einstellung ist mit Kenntnis des Schussgewichts und der Zugasungsparameter möglich, allerdings nicht als expliziter Einstellparameter an der Anlage ausgewiesen.
Für die Einmischung des Gases in die Schmelze und Homogenisierung der zwei Phasen zu einer Ein-Phasen-Lösung benötigen Spritzgießmaschinen für CELLMOULD® eine Sonderschnecke. Anders als bei dem MuCell®-Verfahren verzichtet diese jedoch auf eine Rückstromsperre zur Kompressionszone hin, welche normalerweise helfen soll, nicht gelöstes Gas bei Schneckenstillstandszeiten weiterhin im Bereich der speziellen Mischzone zu halten. Einerseits bedarf hierdurch der Plastifizierprozess einer besonderen Beachtung, um das Gas adäquat und in definierter Menge einzumischen, andererseits bringt der Entfall einer zusätzlichen Rückstromsperre für die Verarbeitung scherempfindlicher oder faserverstärkter Materialien Vorteile mit sich.
Generell lassen sich auf Cellmould-Maschinen auch weiterhin ungeschäumte Standardbauteile fertigen.
Gerne beraten wir bei der Auslegung der geeigneten Maschinenkonfiguration für Ihre Projekte. [Kontakt]
Geschäumt statt Kompakt
Mit Blick auf den Thermoplastschaumspritzguss gibt es auch mit Cellmould die Unterscheidung zwischen Niederdruckschäumen (klassisch) und Hochdruckschäumen (mit werkzeugseitigem Expansionshub). Eine genauere Beschreibung dieser zwei Verfahren finden Sie auch auf unseren Internetseiten, sowie eine umfangreiche und neutrale Betrachtung allgemeiner Thermoplastschaumgussmerkmale. Generell lassen sich Werkzeugfüllung und Aufschäumen zur finalen Konturgebung analog zu anderen Thermoplastschaumgusstechnologien mit gasbeladenen Schmelzen beschreiben, sodass nicht noch einmal gesondert in diesem Abschnitt hierauf eingegangen wird.
HeiQ - Heitkamp Kunststofftechnik bietet Präsentationen, Schulungen und Machbarkeitsstudien rund um das Thema Thermoplastschaumspritzguss an. [Kontakt]